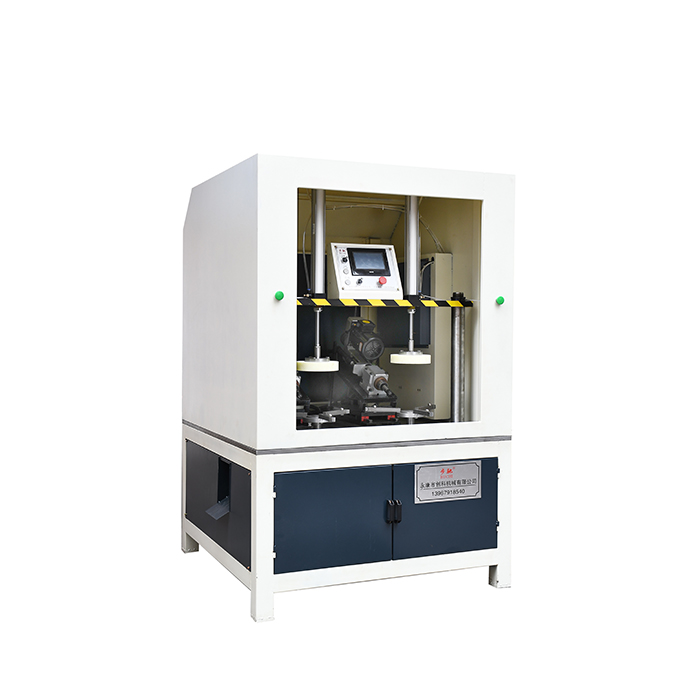

卷邊機是管材中經常會使用的到的一種機械設備,對工件的上下邊進行擠壓,變形,形成卷邊的效果。相對比之前的老式半自動卷邊機來說,現在的自動卷邊機更加的方便和快捷,減少了人工的勞動力也能提高工作效率,卷邊機的大體結構相似,包括卷軸移出裝置、傳動裝置、壓輥裝置、推料裝置和排線裝置。其中是否設置排線裝置要根據卷軸軸線與機組中心線間的位置關系來決定。平行時,一般不需要; 垂直時,必須布置。

卷邊機廠家正確的營銷策略:企業賴以存活的空間不在于卷邊機企業自身,而在于顧客價值,也就是說,你能在實現顧客價值的哪一個關鍵點上有所作為。有人把關鍵點鎖定在顧客細分上,細分的方向卻出了錯,一味的去細分新顧客而不是去把顧客的新的需求細分出來。周總分析認為,國內卷邊機企業現在要做的細分只能是也必須是顧客新的需求的細分。比如說顧客買一臺液壓卷邊機,銷售員同時會告訴你氣動卷邊機也出了,于是氣動卷邊機也賣出去了。又比如賣一臺砂光機的同時告訴這個顧客又出了一臺拋光機,和買的這臺砂光機是同一個系列,于是數碼又多賣出了一臺。

砂光機不正確操作帶來的砂帶跑偏:一般由于調整不當引起,正常的砂帶擺動應該是擺幅為15-20mm,擺頻為15-20次/分,擺速適中且擺進擺出速度一致。如果處在非正常狀態,時間一長,可能出現跑偏現象,尤其是擺進擺出速度不一致,更易引發異常停機現象;光電開關損壞、電磁閥損壞、擺動氣缸缸損壞。吸塵不佳,粉塵濃度高都會影響光電管正常工作,也引起砂帶跑偏;應及時更換損壞的配件,改善除塵成果。