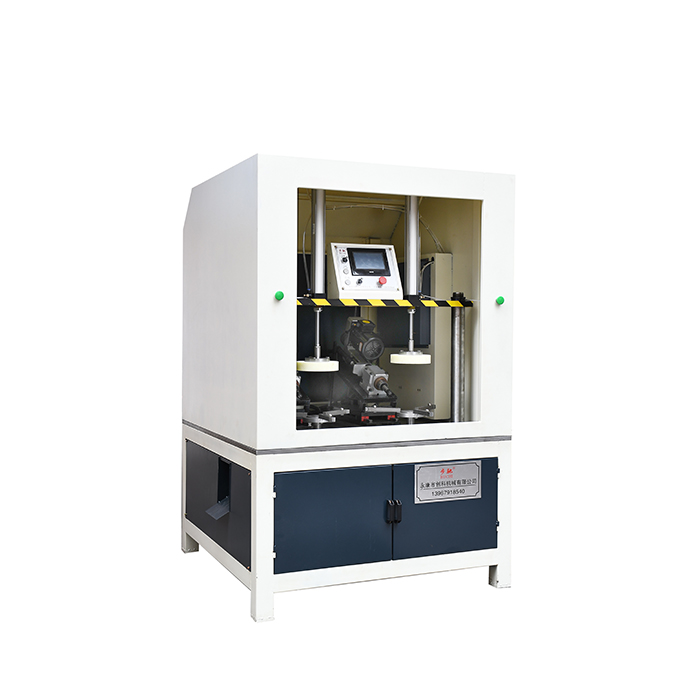

拋光砂光機是一種非常優質的材質,工業中對于拋光砂光機的需求很多,廠家和消費者在加工生產的時候都會選擇使用拋光砂光機。拋光砂光機本身具有的價值和意義也很高。其實拋光砂光機有很多的種類,不同的區分方式種類也是不一樣的。拋光砂光機的分類很多,不同的拋光砂光機適用范圍是不一樣的。消費者應該要根據自己的實際情況去選擇。
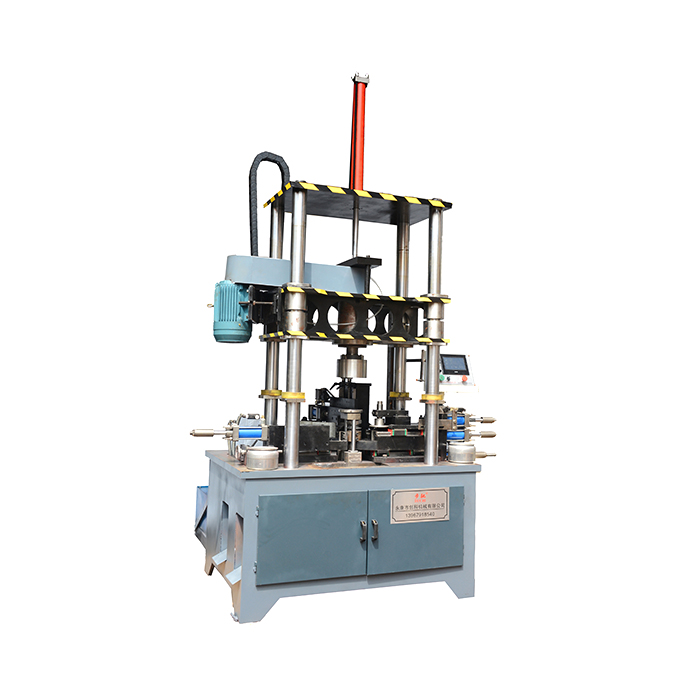
輸送機構的調整機構。卷邊機生產是整個制桶流水線中關鍵的一個環節。提高卷邊機的生產效率。最大程度地發揮其效能,便能大大地提高整條生產流水線的節奏,產生更大的經濟效益、要做到這點,除了主機的因素外,板式輸送鏈的位置重復精度也懸非常重要的。鋼桶半成品是以輸送鏈上的滾輪為支承點而確定中心位置的,輸送鏈的位置誤差必然使鋼桶半成品在卷邊時,不能被鋼圈快速順利地夾持,而打亂正常的操作節奏,需要用操作手法上選行彌補,從而使整個節拍減慢。調整一般應先從張緊裝置開始,板式輸送鏈經過長時期運行之后,各鏈片開始出現磨損,使鏈條的節距發生變化,通過調節被動軸軸座的頂緊螺絲,用于調節軸座的位置,可以補償節距的變化。其次,由于輸送機構是由裝有離合器的傳動軸傳遞動力,因此,較小的位置誤差可以通過調整離合器的定位微調裝置來解決,即通過調整定位調節桿的微調螺絲來調節離合器的離合時刻,從而改變板式輸送鏈的停位達到調整的目的,然而較大的位置誤差則必須通過調整主動軸與離合器的原始相位差才能實現。主動軸以花鍵與傳動鏈輪聯接,因而每轉動花鍵一槽,則板式輸送鏈就從原始位置移動一段較大的距離,約移動一個行程的1/8。

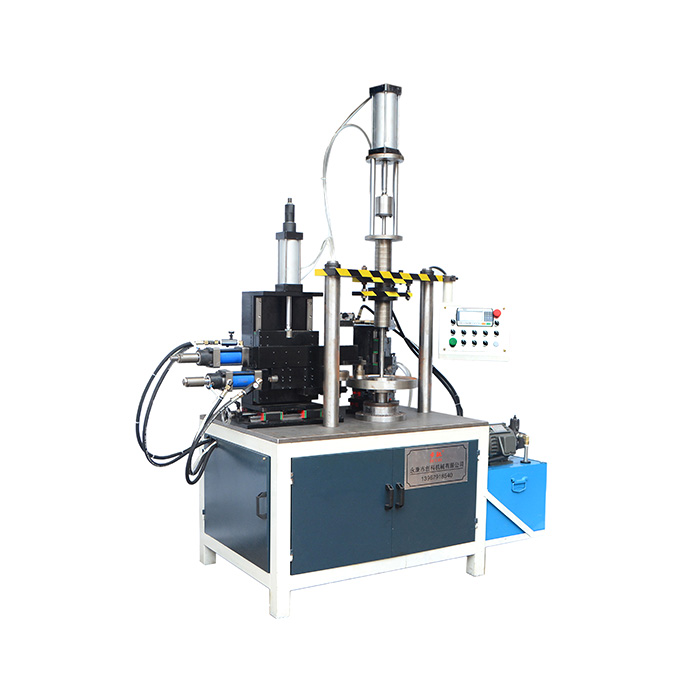
自動卷邊機在工業中非常的常見,隨著社會的發展,自動卷邊機也開始在各行各業有了延伸,對于一些服裝類的加工,自動卷邊機也可以很好的進行工作,三角皮帶是自動卷邊機中一個非常重要的零件部位,沒有它,自動卷邊機的工作將會停滯不前,三角皮帶的安裝根據之上的幾個注意事項來進行安裝就沒有問題,當然在平時也需要多注意檢查和維護,這樣才能保證自動卷邊機的使用性能穩定和保證高效率,自動卷邊機相比之前的老式手工卷邊機來說,不僅操作更加簡單方便,工作效率也比之前手工的更加美觀精準。
大批量生產軸承鋼球時,常采用滾筒拋光的方法。 粗拋時將大量鋼球、研磨液和磨料放在容器中,機器啟動后,使鋼球與磨料等在筒內隨機地滾動碰撞以達到去除表面凸鋒而減小表面粗糙度的目的,可去除0.01毫米左右的余量。精拋時在木桶中裝入鋼球和精拋磨料、光澤劑,再次研磨相應時間可得到耀眼光亮的表面。精密線紋尺的拋光是將加工表面浸在拋光液中進行的,拋光液由粒度為W5~W0.5的氧化鉻微粉和乳化液混合而成。